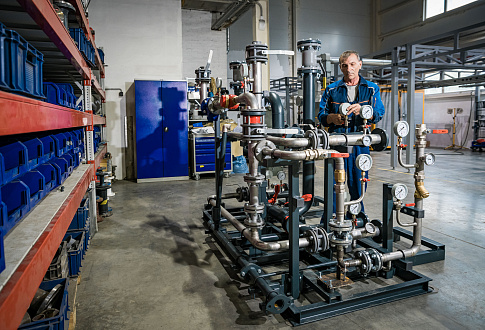
Элементы трубопровода и рам подвергаются технологической операции - дробеструйная обработка. Дробь подаётся на поверхность с помощью центробежного колеса. Дробь ударяется о деталь, удаляя загрязнения (ржавчину, заусенцы, старые покрытия) путём мягкого истирания. При этом поверхность сглаживается, не повреждается и приобретает однородную матовую отделку, что способствует улучшению адгезии защитного покрытия (порошковой краске), повышению усталостной прочности материала.
Очистка соответствует стандарту ГОСТ Р ИСО 8501 (степень Sa 2,5) Качество обработанной поверхности регулярно проверяется сотрудником ОТК, согласно утвержденного графика